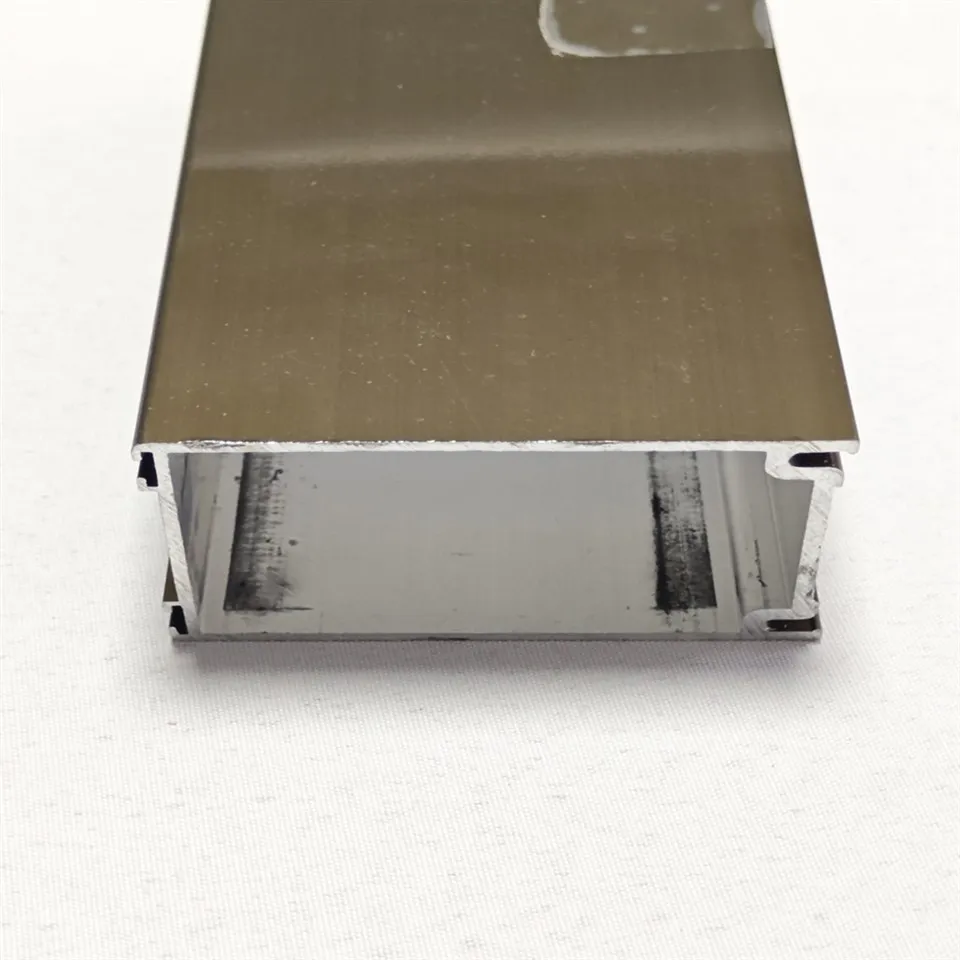
Anodize şampanya ürünlerinin önde gelen bir tedarikçisi olarak, şampanyayı eloksallaştırmak için sık sık proses kontrol parametreleri sorulur. Anodizasyon, alüminyum yüzeyindeki doğal oksit tabakasını arttıran, artan korozyon direnci, dayanıklılık ve estetik açıdan hoş bir yüzey sağlayan elektrokimyasal bir işlemdir. Özellikle şampanya eloksallaştırma, özellikle pencere ve kapı profilleri için çeşitli endüstrilerde çok aranan sıcak, altın benzeri bir renk yaratır.Pencere ve kapı için ekstrüde alüminyum eloksal şampanya profilleri
Ön muamele parametreleri
Temizlik
Anodizasyon işlemindeki ilk adım, alüminyum substratı temizlemektir. Bu çok önemlidir, çünkü yüzeydeki herhangi bir kir, yağ veya gres eloksal işlemine müdahale edebilir ve eşit olmayan bir kaplamaya neden olabilir. Alkalin temizleyicileri organik kirleticileri çıkarmak için yaygın olarak kullanılır. Alkalin temizleyicinin konsantrasyonu tipik olarak ağırlıkça% 5-15 arasında değişir ve temizleme çözeltisinin sıcaklığı 50 - 70 ° C arasında tutulur. Temizlik süresi kontaminasyon derecesine bağlıdır, ancak genellikle 3-10 dakika arasında sürer.
Alkalin temizliğinden sonra, genellikle%10-20 konsantrasyonlu sülfürik asit olan asidik bir çözelti kullanılarak bir turşu aşaması gerçekleştirilir. Turşu işlemi, kalıntı oksitlerin çıkarılmasına yardımcı olur ve eloksal için temiz ve aktif bir yüzey sağlar. Turşu çözeltisinin sıcaklığı 20-30 ° C civarındadır ve turşu süresi tipik olarak 1-5 dakikadır.
Desmutting
Desmutting, salamadan sonra, özellikle silikon gibi elementler içeren alüminyum alaşımlar için önemli bir adımdır. Turşu sırasında oluşan siyah veya gri bir film olan smut, eloksal kalitesini etkileyebilir. Genellikle nitrik asit ve diğer katkı maddelerinin bir karışımı olan bir desmutting çözeltisi kullanılır. Nitrik asit konsantrasyonu yaklaşık%10-20'dir ve desmutting işlemi oda sıcaklığında 1-3 dakika boyunca gerçekleştirilir.
Anodizasyon banyo parametreleri
Elektrolit bileşimi
Şampanyayı eloksal için en yaygın elektrolit sülfürik asittir. Anodizasyon banyosunda tipik bir sülfürik asit konsantrasyonu ağırlıkça% 15-20 arasında değişmektedir. Az miktarda diğer maddelerin eklenmesi, eloksal işlemini ve son rengi de etkileyebilir. Örneğin, kalay veya nikel tuzları gibi bazı metal tuzların eklenmesi, karakteristik şampanya rengini elde etmeye yardımcı olabilir. Bu metal tuzların konsantrasyonu genellikle litre başına birkaç gram aralığındadır.
Sıcaklık
Anodizasyon banyosunun sıcaklığı kritik bir parametredir. Şampanya elokilleme için banyo sıcaklığı tipik olarak 18 - 22 ° C arasında tutulur. Daha düşük bir sıcaklık, daha iyi korozyon direncine sahip daha kompakt bir oksit tabakasına neden olur, ancak daha uzun bir anodizasyon süresi gerektirebilir. Daha yüksek sıcaklıklar daha hızlı bir anodizasyon oranına yol açabilir, ancak oksit tabakasının daha gözenekli ve daha az düzgün olmasına neden olabilir, bu da kaplamanın rengini ve kalitesini etkileyebilir.
Mevcut yoğunluk
Anodizasyon sırasında uygulanan akım yoğunluğu, oksit tabakasının kalınlığı ve kalitesi üzerinde önemli bir etkiye sahiptir. Şampanya elokilleme için, akım yoğunluğu genellikle 1 - 2 a/dm² arasında değişir. Daha yüksek bir akım yoğunluğu, oksit tabakasının büyüme hızını artıracaktır, ancak uygun şekilde kontrol edilmezse yanma veya eşit olmayan renklendirmeye neden olabilir.
Anodizasyon Süresi
Anodizasyon süresi, oksit tabakasının istenen kalınlığına bağlıdır. Çoğu uygulama için, 10 - 25 mikron oksit tabakası kalınlığı yeterlidir. Mevcut yoğunluk ve diğer parametrelere dayanarak, eloksal süresi 20-60 dakika arasında değişebilir. Daha uzun anodizasyon süreleri, daha iyi koruma sağlayan, ancak işlemin maliyetini artıran daha kalın bir oksit tabakasına neden olacaktır.
Boyama ve sızdırmazlık parametreleri
Boyama
Anodizasyondan sonra, şampanya rengini elde etmek için alüminyum parçalar boyanır. Boyama işlemi, eloksal parçaların bir boya banyosuna daldırılmasını içerir. Boya banyosu, anodize alüminyum için spesifik olarak formüle edilmiş organik boyalar içerir. Banyodaki boyanın konsantrasyonu istenen renk yoğunluğuna bağlıdır. Boyama sıcaklığı tipik olarak 50-60 ° C civarındadır ve boyama süresi 5-20 dakika arasında değişir.
Sızlanma
Sızdırmazlık, eloksal sürecinin son adımıdır. Sızdırmanın amacı, gözenekleri oksit tabakasındaki kapatmak, korozyon direncini ve kaplamanın dayanıklılığını iyileştirmektir. Sıcak su sızdırmazlığı, nikel asetat sızdırmazlığı ve dikromat sızdırmazlığı gibi çeşitli sızdırmazlık yöntemleri vardır.
Sıcak su sızdırmazlığı için, eloksal ve boyalı parçalar, 15-30 dakika boyunca 95 - 100 ° C sıcaklıkta sıcak suya daldırılır. Sıcak su, gözeneklerdeki hidratlanmış alüminyum oksidin genişlemesine neden olur ve gözenekleri etkili bir şekilde kapatır.
Nikel asetat sızdırmazlığı daha modern ve çevre dostu bir yöntemdir. Parçalar, 10 - 20 dakika boyunca 80 - 90 ° C sıcaklıkta bir nikel asetat çözeltisine daldırılır. Nikel iyonları, gözenekleri kapatan kararlı bir bileşik oluşturmak için oksit tabakası ile reaksiyona girer.

Kalite kontrolü
Anodizasyon işlemi boyunca katı kalite kontrol önlemleri gereklidir. Görsel inceleme, düzensiz renklendirme, lekeler veya çizikler gibi görünür kusurları kontrol eden en temel yöntemdir. Oksit tabakasının kalınlığı, girdap akımı testi veya X - ışın floresanı gibi yıkıcı olmayan yöntemler kullanılarak ölçülebilir. Anodize parçaların korozyon direnci, sert çevre koşullarını simüle eden tuz sprey testleri ile değerlendirilebilir.
Çözüm
Anodizasyon Şampanya, her aşamada çoklu parametrelerin kesin kontrolünü gerektiren karmaşık bir süreçtir. Ön -tedaviden eloksal, boyama ve sızdırmazlığa kadar, her adım yüksek kaliteli şampanya renkli anodize bir yüzey elde etmede önemli bir rol oynar. Bir tedarikçi olarak, bu süreç kontrol parametrelerinin önemini anlıyoruz ve ürünlerimizin en yüksek standartları karşılamasını sağlamak için katı kalite kontrol sistemleri oluşturuyoruz.
Anodize şampanya ürünlerimizle ilgileniyorsanız, ister pencere ve kapı profilleri veya diğer uygulamalar için olsun, sizi daha fazla bilgi için bizimle iletişime geçmeye ve özel gereksinimlerinizi tartışmaya davet ediyoruz. Uzman ekibimiz size profesyonel tavsiye ve yüksek kaliteli çözümler sunmaya hazırdır.
Referanslar
- Thompson, Ge ve Wood, GC (2001). Anodize alüminyumun fiziği ve kimyası. Malzeme Enstitüsü.
- Metikos - Husic, M. ve Payer, JH (1997). Alüminyum ve alaşımlarının eloksallaştırılması. Yüzey Mühendisliği, 13 (3), 187 - 195.
- O'Sullivan, De ve Wood, GC (1970). Alüminyum üzerinde gözenekli anodik filmlerin oluşum morfolojisi ve mekanizması. Londra Kraliyet Derneği Bildirileri. A. Matematiksel ve Fizik Bilimleri, 317 (1529), 511 - 524.